Sepasoft MES Module Suite
OEE Downtime
OEE Downtime features are specific to the OEE module and are available for the Line, Cell Group and Cell Production Items. A number of configuration settings are provided that can be used to obtain equipment mode, state and count values from ignition tags (whether PLC tags, memory or expression tags).
These settings are configured in the MES Equipment Manager component under the General and OEE sections at the Line, Cell Group and Cell levels (Downtime Detection can be configured at the Line and/or Cell Group level, but not at the Cell level).
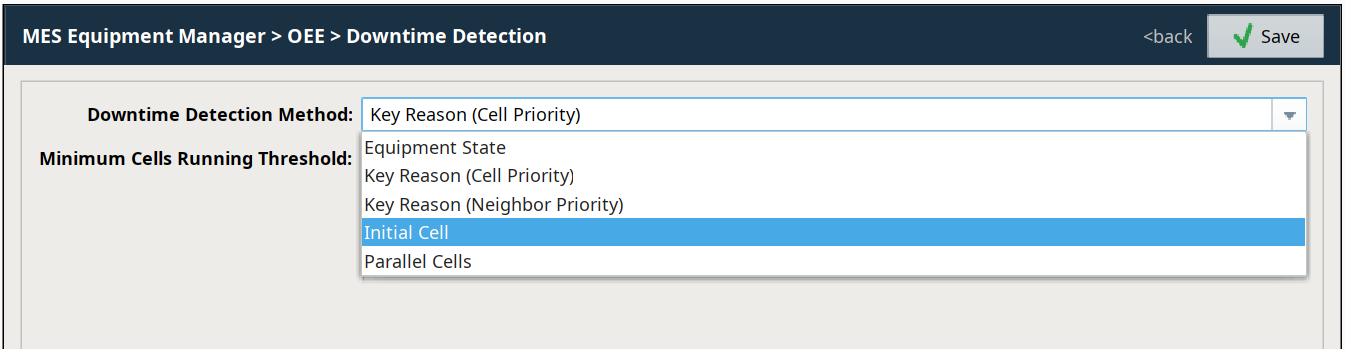
Downtime Detection Mode
How line downtime is determined can be changed based on the selected Downtime Detection Mode. Valid options for the downtime detection mode are:
- Equipment State
- Key Reason (Cell Priority)
- Key reason (Neighbor Priority)
- Initial Cell
- Parallel Cells
Refer to Downtime Detection Mode for more information on the various Downtime Detection Methods.

|
Downtime Detection Mode is only available for the Line and Cell Group Production Item. |
Minimum Cells Running Threshold
Minimum Cells Running Threshold determines how many cells in the Line (or Cell Group) must be running in order for the Line (or Cell Group) to be considered as Running.

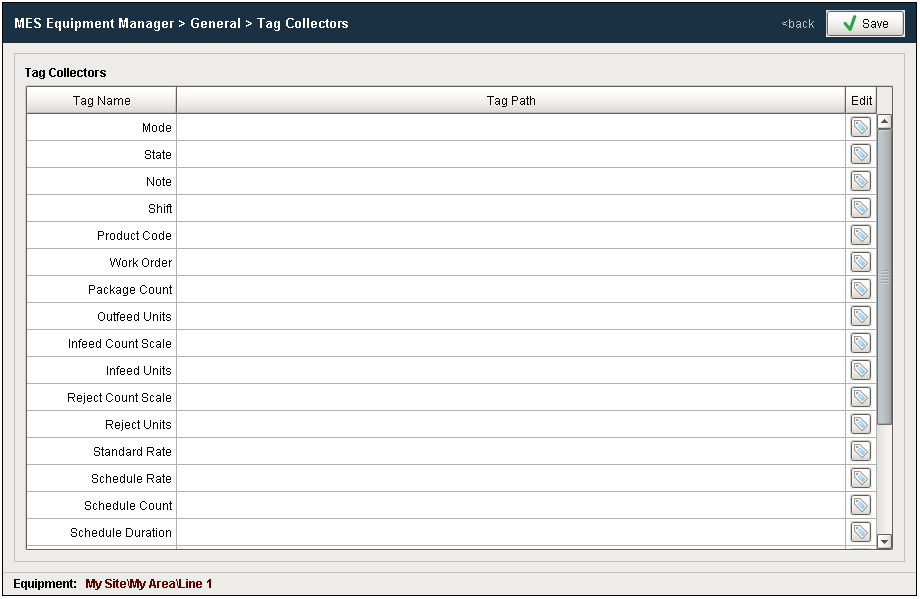
Tag Collector Paths
Tag Collectors are provided to allow any of the parameters needed to drive OEE Metrics to be provided externally to the OEE module. Virtually all the Tag Collectors can be left blank in which case the OEE engine will determine the value from product code configuration information as defined in the OEE Material Manager or from internal calculations. Exceptions to this would be the equipment state and counts where needed.
|
|
The fastest recording resolution is 1 second and the value will be overridden if a tag changes within the same second. This applies to all tag collectors except for shift. |
Tag Path Button
|
|
When entering a parameterized Tag Path, the Tag Selector button will become grayed out once any curly brace is typed into the Tag Path field.
|

OEE Rates are stored as "per minute"

|
The Sepasoft OEE module always stores rates (including the Standard Rate) in "per minute" equivalent, in order to streamline functionality (regardless of the units set in GUI-based components such as the OEE Material Manager). However, when utilizing the Tag Collector, you are storing values directly to the database, so you must convert the values to "per minute" before writing values to these tags. Rate values in the Value Editor will also be "per minute". |
For more information about these tags, see OEE Material Production Settings.
Tag Collectors
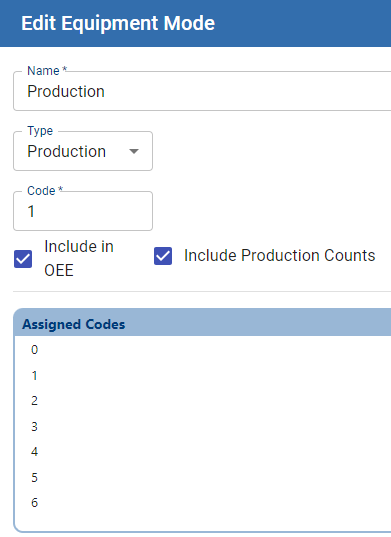
Mode
Data Type: Integer
No Tag Path Entered: The system determines the Mode from the running Product Code (within the Material Lot), as defined in the Material Manager.
Tag Path Entered: The value of the tag determines the Mode.
See configuration: Line Settings > Edit Mode Class:
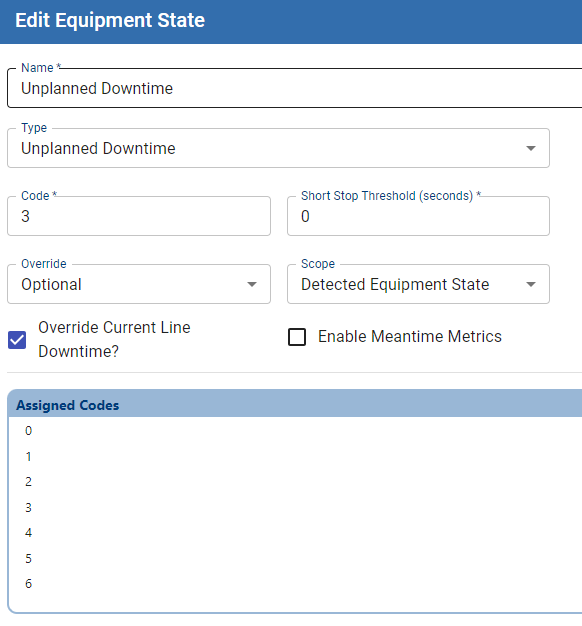
State
Data Type: Integer
The State Tag path generally comes from a PLC as the source of the current equipment state. Exceptions to this are at the Line level when using a downtime detection method other than Equipment State.
See configuration: Line Settings > Edit State Class:
Tag Collectors Continued
| Name | Description | ||
|---|---|---|---|
|
Note |
Data Type: String
As well as through scripting on the OEE Downtime Table component, the downtime notes can also be added by passing a note through a tag referenced here. |
||
|
Shift |
Data Type: String
When left blank, shifts defined in the Ignition Schedule Management component and defined in the Equipment Manager for a line will be used to determine the current shift. If a tag is provided here, whatever value is in the tag e.g. 'Shift A' will be recorded for the current shift. |
||
|
Product Code |
Data Type: String
When left blank, the Product Code currently running on the line will be determined from the scheduled run as selected by the Scheduler or Run Director component. When a tag path is provided, the product code for the line or equipment (cell) will be determined from the value of the tag. |
||
|
Work Order |
Data Type: String
When left blank, the Work Order currently running on the line will be determined from the scheduled run as selected by the Scheduler or Run Director component. When a tag path is provided, the product code for the line or equipment (cell) will be determined from the value of the tag. |
||
|
Package Count |
Data Type: Float
When left blank, the Package Count will be determined from the Package count setting for the currently running Product Code (Material) as defined in the Material Manager. When a tag path is provided, the Package Count for the line or equipment (cell) will be determined from the value of the tag. |
||
|
Outfeed Units |
Data Type: String
When left blank, the Line Outfeed Units will be determined from the Line Outfeed Units setting for the currently running Product Code (Material) as defined in the Material Manager. When a tag path is provided, the Line Outfeed Units for the line or equipment (cell) will be determined from the value of the tag. |
||
|
Infeed Count Scale |
Data Type: Float
When left blank, the Infeed Count Scale will be determined from the Infeed Count Scale setting for the currently running Product Code (Material) as defined in the Material Manager. When a tag path is provided, the Infeed Count Scale for the line or equipment (cell) will be determined from the value of the tag. |
||
|
Infeed Units |
Data Type: String
When left blank, the Line Infeed Count Scale will be determined from the Infeed Count Scale setting for the currently running Product Code (Material) as defined in the Material Manager. When a tag path is provided, the Infeed Count Scale for the line or equipment (cell) will be determined from the value of the tag. |
||
|
Reject Count Scale |
Data Type: Float
When left blank, the Reject Count Scale will be determined from the Reject Count Scale setting for the currently running Product Code (Material) as defined in the Material Manager. When a tag path is provided, the Reject Count Scale for the line or equipment (cell) will be determined from the value of the tag. |
||
| Reject Units |
Data Type: String
When left blank, the Line Reject Units will be determined from the Line Reject Units setting for the currently running Product Code (Material) as defined in the Material Manager. When a tag path is provided, the Line Reject Units for the line or equipment (cell) will be determined from the value of the tag. |
||
| Standard Rate |
Data Type: Float
When left blank, the Standard Rate will be determined from the Standard Rate setting for the currently running Product Code (Material) as defined in the Material Manager. When a tag path is provided, the Standard Rate for the line or equipment (cell) will be determined from the value of the tag. |
||
| Schedule Rate |
Data Type: Float
When left blank, the Schedule Rate will be determined from the Schedule Rate setting for the currently running Product Code (Material) as defined in the Material Manager. When a tag path is provided, the Schedule Rate for the line will be determined from the value of the tag.
|
||
| Schedule Count |
Data Type: Integer
When left blank, the Schedule Count will be determined from the scheduled run as selected by the Scheduler or Run Director component. When a tag path is provided, the Schedule Count for the line or equipment (cell) will be determined from the value of the tag. The Schedule Count provides the number of units scheduled to be produced.
|
||
| Schedule Duration |
Data Type: Integer
When left blank, the Schedule Duration will be determined from the scheduled run as selected by the Scheduler or Run Director component. When a tag path is provided, the Schedule Duration for the line or equipment (cell) will be determined from the value of the tag. The Schedule Duration provides the expected runtime required for the number of units scheduled to be produced and is calculated by the Schedule Rate. |
||
| Rate Period |
Data Type: String
When left blank, the Rate Period will be determined from the Rate Period setting for the currently running Product Code (Material) as defined in the Material Manager. When a tag path is provided, the Rate Period for the line or equipment (cell) will be determined from the value of the tag. |
||
| Target C/O Time |
Data Type: Integer
When left blank, the Target C/O (Changeover) Time will be determined from the Changeover settings for the currently running Product Code (Material) as defined in the Material Manager. When a tag path is provided, the Target C/O (Changeover) Time for the line or equipment (cell) will be determined from the value of the tag.
|
||
| Cycle Count |
Data Type: Float
When left blank, the Cycle Time metrics will not be calculated. When a tag path is provided, the Cycle Count for the line or equipment (cell) will be determined from the value of the tag and Cycle Time metrics will be calculated as a result. |
||
| Operation UUID |
Data Type: String
When left blank, the Operation UUID will be determined from the currently running Operation on the Line or equipment (cell). When a tag path is provided, the Operation UUID for the line or equipment (cell) can be determined from the value of the tag. The purpose for this tag is to be able to provide OEE analysis data when production runs are not scheduled or started using the Run Director or Schedule Selector components, or scripting functions. In this case a tag can be used to provide a Run Identifier value i.e. Run_4253_XX. The Analysis Selector provides the ability to pull the Operation UUID as part of analysis, whether it is an internally generated Operation UUID or a passed Run Identifier.
|

|
Tag Collector Paths can be parameterized with {Equipment Path} to utilize indirection and more rapidly implement the production model. See Parameterized Tag Paths for more details. |
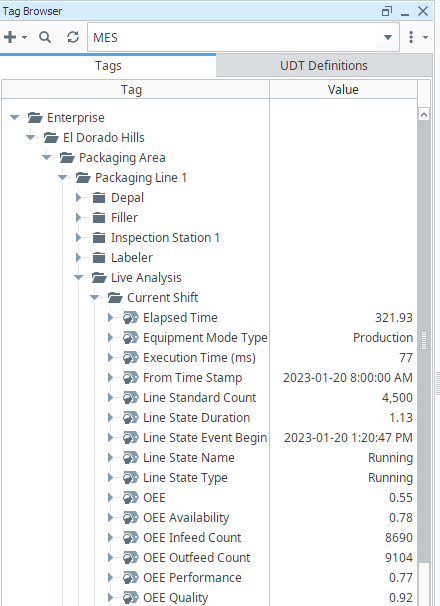
Live Analysis
Live Analysis provides a flexible way of customizing your application to provide a set of real-time tag values that can be accessed from the Ignition Designer and used in your application to provide real-time production monitoring. Live Analysis is configured in the MES Equipment Manager for the Line, Cell Group and Cell production items. When a Live Analysis is created, a corresponding set of tags is created in the MES Tag Provider that provide the real-time status of those datapoints based upon the Period defined for the Live Analysis. You can create multiple Live Analysis and use those tags to drive HMI displays.
DateTime Tags Display Differently in Ignition 7 versus Ignition 8
|
|
DateTime Tags in Ignition 7 and Ignition 8 As an example, consider two Ignition Gateways, one is Ignition 7, the other Ignition 8. Both gateways are set to UTC, while the Designer/Client machine is set to PST. There is a 7 hour difference between UTC and PST. In Ignition 7, Date tags translate to PST. In Ignition 8, Date tags show as UTC |
Create a New Live Analysis Profile
To complete these steps, you must have at least one Line in your Production Equipment Model.
- In Equipment Manager, select a line, cell group or cell and from General, click Live Analysis.
- Add Live Analysis and then Edit Live Analysis.
- Refer to the Live Analysis Settings table to configure the live analysis.
|
|
You cannot select all Data Points in one Live Analysis. The maximum length string for Data Points is 1024 characters |
Live Analysis Settings
| Setting | Description | ||||
|---|---|---|---|---|---|
Analysis Name | The name for the live analysis | ||||
Enabled | The live analysis can be enabled or disabled with this setting | ||||
Period | The duration of analysis can be set by:
| ||||
Custom Period Tag | A tag can be assigned to define the start datetime for a custom period. The end time will be the current time. It takes value in the date time data type. Example for a valid value for the custom period tag is:
| ||||
Update Rate | The rate in seconds by which the live analysis is updated. The minimum update rate is 60 seconds. Default value is 60 seconds. | ||||
| Data Points | Data points allows you to pick and choose the values you wish to access through tags. See the table below for the listing of available data points | ||||
| Optional Filter | The optional filter has the same rules as the analysis selector filter but it must not contain any of the following since live analysis is already filtered to an equipment:
Example: filter_expression = "Shift='Morning' AND (Line State Type='Planned Downtime' OR Line State Type='Unplanned Downtime' OR Line State Type='Unknown')" | ||||
| Setting Values | Various filters and qualifiers are available to refine live analysis results. See Analysis Data Points and Settings > Setting Values. |

A new folder with your live analysis name will be added to MES tag browser.
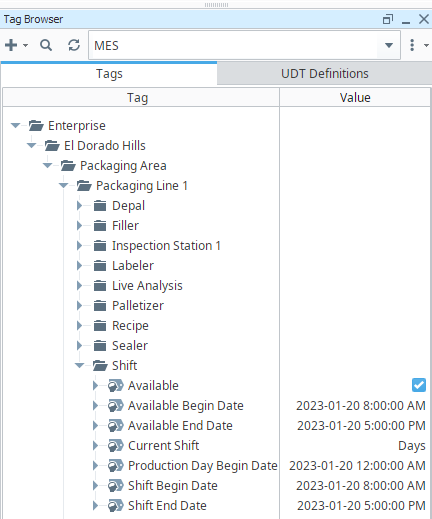
Shift Data Points in Live Analysis
When creating a Live Analysis, the following shift data points will be automatically created.
| Data Point | Data Type | Description | ||
|---|---|---|---|---|
| Available | Boolean | True if the line is currently within an available period. | ||
| Available Begin Date | DateTime | If in an available time, this is the time that that availability began. If in an unavailable time, it reflects the begin date of the most recent availability period. | ||
| Available End Date | DateTime | If in an available time, this is the time that that availability ended. If in an unavailable time, it reflects the ending date of the most recent availability period. | ||
| Current Shift | String | The currently running shift as defined in the Ignition Schedule Management component or passed from the Shift Tag Collector path. | ||
| Production Day Begin Date | DateTime | Start time of the production day's first shift.
| ||
| Shift Begin Date | DateTime | Start time of the Current Shift (the time the Current Shift tag first changed to a given value). | ||
| Shift End Date | DateTime | Ending time of the Current Shift. |
For details, see Analysis Data Points and Settings.
Sepasoft MES Module Suite